管道怎么连接 乙烯管的正确连接方法
-
小贴士:
管道连接方法
2015-04-18 15:09
管道怎么连接 乙烯管的正确连接方法
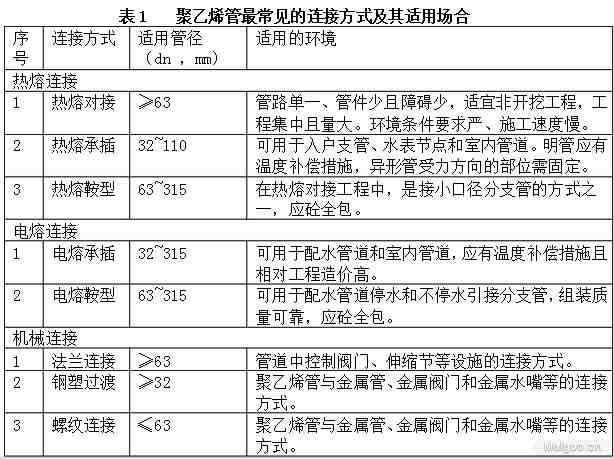
聚乙烯管的发展分为3个阶段,分别是:1940年以前为塑料(聚合物)材料的发现阶段;1940~1954年间为材料的评价与实验阶段;从1954年至今为聚乙烯管道应用的普及阶段,也是聚乙烯管开发的成熟期。目前,聚乙烯管的连接方式已基本定型,管件和机具得到了深入开发,并形成了自动化生产的大批量生产模式,从而减少了生产过程中人为因素的影响,并显著提升了产品质量,促使生产成本不断降低。聚乙烯管作为输水和输送燃气的压力管道已成功使用了50多年,其优异的品质广受赞誉。热熔连接、电熔连接、法兰连接和钢塑过渡连接是聚乙烯管最常见的连接方式。参照建设部行业标准《埋地聚乙烯给水管道工程技术规程》(CJJ101-2004)的相关条文规定(3.3.1),各种连接方式的适用场合如表所示。
热熔对接
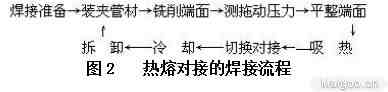
热熔对接是利用加热板将待连接PE管段界面加热熔融,使其相互对接融合,经冷却固定而连接在一起的方法。该方法使用的热熔对接焊机,主要由热熔对接焊接机架、液压系统、铣刀和加热板等组成(如图1所示)。其焊接流程(如图2所示)包括:焊接前的准备、装夹管材、铣削端面、测拖动压力、平整端面、吸热、切换对接、冷却和拆卸等操作过程。

在焊接前,应注意几个问题:对接管段材质一致,并尽量采用同一厂的配套材料;对接管段的外径和壁厚应一致;待焊管材和管件的内外表面,尤其是端口附近应光滑平整,无异状;管材的尺寸偏差应满足要求;对接管段应具有与管材焊接机相匹配的良好的加工和焊接性能;检查焊接系统及电源的匹配情况,确认有接地保护,并清理加热板,将管材焊接机各部件的电源接通;按管材焊接机提供的焊接工艺参数设置加热板的温度和焊接温度,若为自动焊接机,还应设置吸热时间与冷却时间等参数。
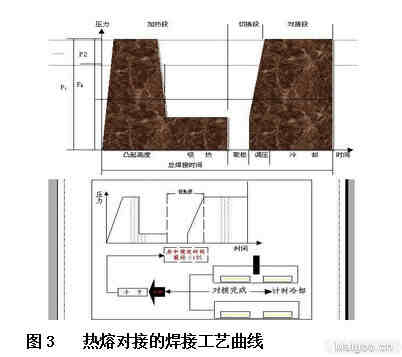
在热熔对接的过程中,应注意导致PE熔融流动的焊接温度、焊接压力以及压力和温度的作用时间,这三者是确保热熔对接的高质量焊接的必要条件。相应的焊接工艺曲线如图3所示。值得一提的是,在进行热熔对接时,还需要进行质控,质控指标包括:焊环宽度(B=0.35~0.45en,en表示管壁厚度)、焊环高度(H= 0.25~0.35en)和环缝高度(h=0.1~0.25en)。在对这些数据进行选取时,应当遵循“小管径选较大值,大管径选较小值”的原则。
在完成热熔对接后,需要对管材的焊接质量进行检验。目前,国内较为常用的检验方法包括破坏性和非破坏性两种形式。其中,破坏性检测法主要为传统的弯曲试验、拉伸试验和静液压试验等,相关试验方法暂不赘述。非破坏性检测以目测法和“后弯”试验法为主。用目测法进行检测时,若焊接的质量很好,则观测到的翻边应该是实心的,而且非常圆滑,根部较宽。若根部较窄,且有卷曲现象的中部翻边,则可能是由于压力过大,或吸热时间过短造成的。“后弯”试验法则是用手指按住翻边的外侧,将翻边向外弯曲,并在弯曲的过程中观察是否有细微缝状缺陷。如果有,则说明加热板可能存在细微污染。
20世纪80年代末,美国塑料管研究所运用超声波回波脉冲法原理,开发了聚乙烯管热熔对接接头的超声波检查系统。该系统能够按检查的特征和采用机械试验的关联分析结果,对焊接质量做出判断,被认为是较为理想的诊断方法,但国内目前尚未引进或研制。
热熔承插连接
进行热熔承插连接(如图4所示)的管道端口应成倒角,用洁净棉布擦净管材和管件连接面上的污物,并在插口端标出插入深度。随后,用热熔承插连接工具对插口的外表面和承口的内表面进行加热。
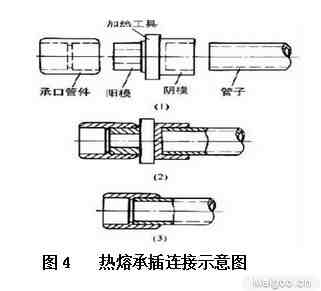
需要注意的是,当dn≥63mm时,可使用机械装置的加热工具,否则使用手动加热工具。加热完毕后,立即退出加热工具,并用均匀外力将插口插至承口达标线的深度,使承口端部形成均匀凸缘。
电熔连接
所谓电熔连接(如图5所示),是将电熔管件套在管材和管件上,并利用预埋在电熔管件内表面的电阻丝通电发热而产生的热能加热、熔化电熔管件的内表面和与之承插的管材外表面,使之融为一体。
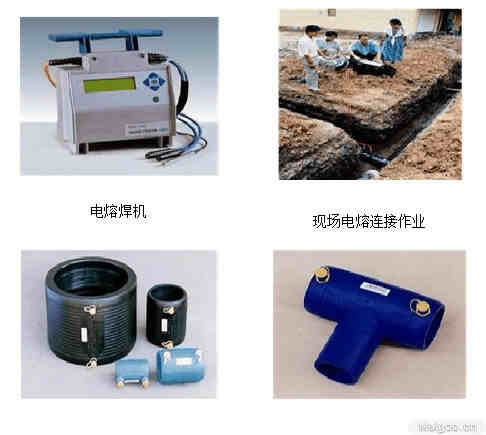
使用电熔连接时,能够有效减少焊接过程中人为因素的影响,而且通过管件的结构设计和精确地控制输入功率(优化操作电压或电流,以及通电时间),还能够获得高质量的接头,不仅强度高、寿命长,而且水密封性好。整个操作过程简便,施工效率高。但另一方面,由于电熔管件的引入,该方法的连接成本较高,而且对连接管材的加工尺寸精度要求较高。
电熔连接对于对接管段的准备要求与热熔对接相同。除此之外,焊接前还需要刮除待焊表面的氧化皮,检查电源的电压值和导线的截面积(当电源在50m内时选用4mm2;当电源在50~100m时则选用6mm2),并确保接线和地线接地。
在寒冷气候和大风环境下焊接时,还必须采取相应的保护措施。
在进行电熔连接时,必须严格按照焊机说明书和管件条码规定的时间值进行焊接。在焊接的过程中及焊接完成后的冷却阶段,不得移动连接件或施加任何外力。每焊一个管件,还应观察孔凸起,并用手摸管件以确认是否有发热现象。每天收工时,应当及时封堵管口。
电熔焊接的质量检验主要分为现场检验和破坏性检验。其中,现场检验的内容包括:对焊接过程进行监督目检,控制人为因素对焊接质量的影响;目检管材和管件是否对正,插入深度是否到位;是否按操作步骤及注意事项进行作业等。破坏性检验主要包括挤压分离试验、剥离试验和静液压试验。
电熔鞍形连接
首先,将被连接的干管固定,注意保持连接部位的圆度与直线度。用洁净的棉布擦净干管连接部位及鞍形管件连接部位上的污物,并刮除连接部位的氧化皮。在通电前,将电熔鞍形连接管件用机械装置固定在干管的连接部位处,再用鞍形热熔加热工具进行通电加热。加热完毕后,立即退出加热工具,同时用均匀外力将鞍形管件压到干管连接部位,使连接面的周围形成均匀凸缘(如图6所示)。

法兰连接
在对聚乙烯管端进行法兰盘(背压松套法兰)连接(如图7所示)时,应先将法兰盘(背压松套法兰)套入待连接的聚乙烯法兰连接件(跟形管端)的端部,再将法兰连接件(跟形管端)的平口端与管道按热熔或电熔连接的要求进行连接。此时,应当注意两个法兰盘上的螺孔应对中,且始终保持法兰面相互平行。另外,螺孔与螺栓的直径也应配套。
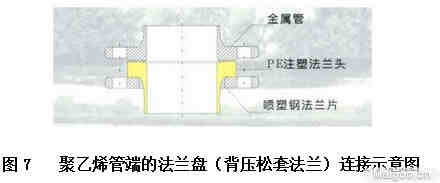
当与阀门等进行法兰连接时,由于聚乙烯管与金属管的内、外径配套关系不一,且管壁厚度不一,因此,建议增添一个双法兰短管。短管一侧的法兰盘尺寸与阀门、金属管的法兰尺寸保持一致,而短管另一侧的法兰盘尺寸与聚乙烯管的法兰尺寸保持一致,从而确保法兰盘的连接更规范合理,使得管的内径过渡平滑,以减少水流阻力。
钢塑过渡管件连接及螺纹连接
通常,聚乙烯管端与聚乙烯管道应按热熔或电熔连接的要求进行连接,而过渡管件的钢管端与金属管道的连接,应符合相应的钢管连接方式的规定。总之,只有严格按照聚乙烯管道的施工规范进行操作,才能有效减少由于不正当管道连接造成的管道事故。
哎呀,环球小编暂时没收集到管道连接方法相关的品牌排行,可以看看右侧信息,有很多与《管道怎么连接 乙烯管的正确连接方法》相关的资讯
管道连接方法相关资讯
管道连接方法品牌推荐
-
对不起,暂无相关品牌推荐