枪钻和麻花钻切削对比试验
-
小贴士:
麻花钻
2015-04-18 16:40
枪钻和麻花钻切削对比试验
(1) 主要工装:①莫式锥柄旋转夹具一个;②速比为1∶3.81的主轴增速器1个。
(2) 试切对象,均为45#调质钢,HB230~260的轴类零件。
(3) 切削方式,采用工件固定,刀具旋转的方式。
(4) 枪钻的选择,根据试切对象的材质,选择了一组为Ф10的钻头4支(分别以有效钻深300、600、900、1200mm分为4级);
(5) 引导孔的加工,在工件上分别预制一Ф10,深度分别为15mm的引导孔后,加工了Ф10×1165mm(300、600、900、1200mm 4级)的深孔。
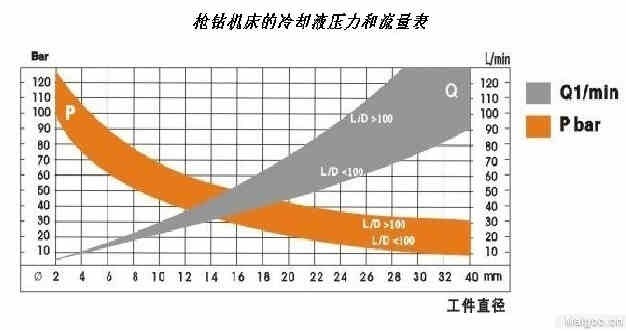
(6) 切削液,采用含有极压添加剂的深孔水基切削液,压力6~8Bar.
(7) 切削参数:旋转速度v=45m/min,进给速度f=0.035mm/r.
(8) 切削分级,为保证孔径精度,须使钻杆支撑距离与钻杆直径比不大于30~40,取每钻削深度达直径的30倍时为一级,实际切削时,每级调整时间为1~3分钟左右,每级切削时间6~10分钟。
哎呀,环球小编暂时没收集到麻花钻相关的品牌排行,可以看看右侧信息,有很多与《枪钻和麻花钻切削对比试验》相关的资讯
麻花钻相关资讯
麻花钻品牌推荐
-
对不起,暂无相关品牌推荐