切削液怎么选择 切削液的使用方法
-
小贴士:
切削液品牌
2015-04-21 10:46
切削液怎么选择 切削液的使用方法
切削液的选择与应用
(1)切削液的选择:
切削液的效果,除了取决于切削液本身的性能外,还取决于工件材料、刀具材料和加工方法等因素,选择时应综合考虑。
粗加工和半精加工时切削热量大,因此,切削液的作用应以冷却散热为主。精加工和超精加工时,为了获得良好的已加工表面质量,切削液应以润滑为主。
硬质合金刀具的耐热性较好,一般可不用切削液。
由于难加工材料的切削加工均处于高温高压边界润滑摩擦状态,因此,宜选用极压切削油或极压乳化液。
磨削的特点是温度高,会产生大量的细屑和砂粒,因此磨削液应有较好的冷却性和清洗性,并应有一定的润滑性和防锈性。
各种加工情况下的切削液的选择可参考表1。
表1切削液选用参考表
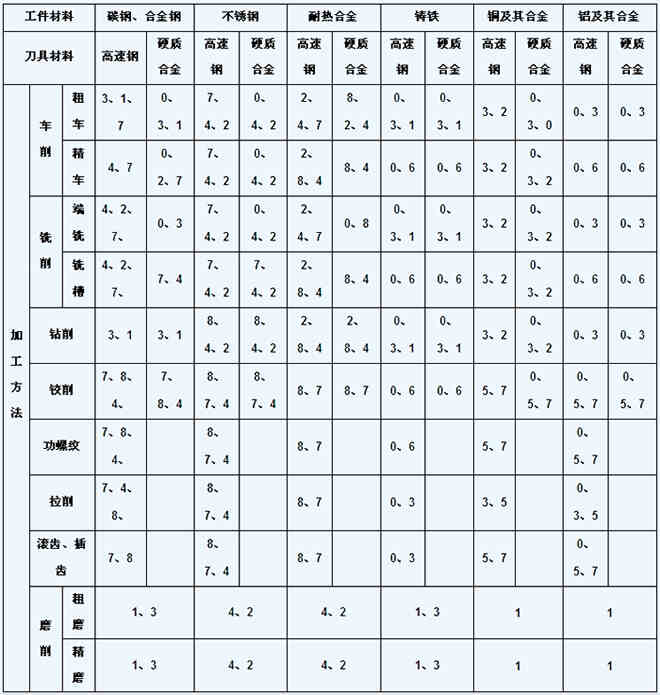
注:本表中数字代表意义如下:
0—干切削1—润滑性不强的化学合成液2—润滑性较好的化学合成液3—普通乳化液4—极压乳化液5—普通切削油6—煤油7—含硫、氯的极压切削油或植物油和矿物油的复合油8—含硫氯、氯磷或硫氯磷的极压切削油。
①磨削时刀具材料为砂轮。
(2)切削液的使用方法
普遍使用的方法是浇注法,由于切削液流速慢(υ<10m/s)、压力低(p<0.05MPa),难于直接渗透入最高温度区,因此,仅用于普通金属切削机床的切削加工。加工时,应尽量将切削液浇注到切削区。
对于深孔加工,难加工材料的加工,以及高速强力磨削,应采用高压冷却法。切削时切削有液工作压力约为1~10MPa,流量为50~150L/min。
喷雾冷却法是一种较好的使用切削液的方法,适于难加工材料的车削、铣削、功螺纹、孔加工等以及刀具的刃磨。加工时,切削液被压缩空气通过喷雾装置雾化,并被高速喷射到切削区。
哎呀,环球小编暂时没收集到切削液品牌相关的品牌排行,可以看看右侧信息,有很多与《切削液怎么选择 切削液的使用方法》相关的资讯
切削液品牌相关资讯
切削液品牌品牌推荐
-
对不起,暂无相关品牌推荐